
Проблемы с горячеканальными пресс-формами: как полный цикл ремонта решает 5 типичных неисправностей

Горячеканальная пресс-форма — это не просто инструмент, а сердце любого современного литьевого производства. От её стабильной работы зависит точность геометрии, внешний вид и себестоимость изделия. Но даже самые надёжные системы со временем дают сбои. Почему? Потому что внутри этой конструкции сочетаются высокая температура, давление и микронные допуски. Любое отклонение — и пластик течёт не туда, клапан застревает, форма недоливает, а производство встаёт.
Если вы сталкивались с утечками расплава, неравномерным прогревом или внезапным отказом нагревателя — вы знаете, насколько дорого обходится час простоя. Но есть и хорошая новость: грамотный полный цикл ремонта горячеканальных пресс-форм способен не просто вернуть форму в строй, а улучшить её характеристики.
Как работает горячеканальная система и почему она ломается
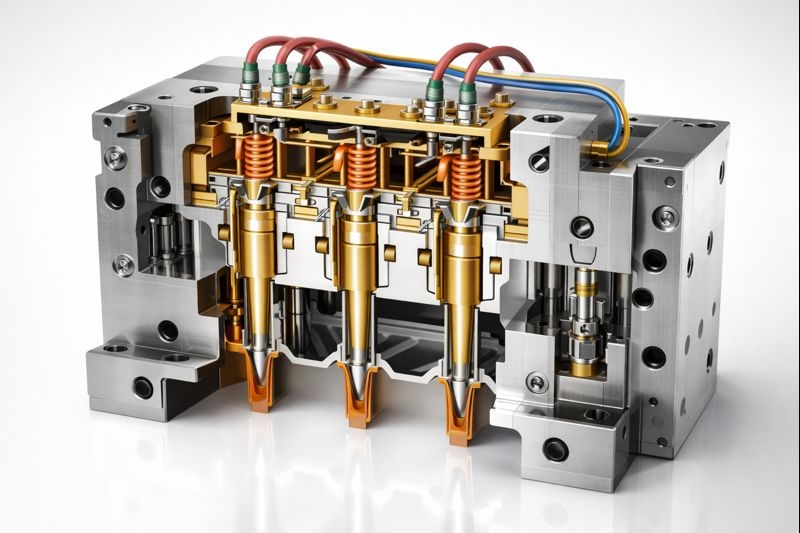
Горячеканальная система (ГКС) — это сеть каналов и форсунок, по которым расплавленный полимер подаётся к полостям пресс-формы. Основная задача — сохранить материал в жидком состоянии до момента впрыска, не допуская затвердевания и колебаний температуры.
Конструкция включает:
- коллектор (распределитель потока),
- форсунки,
- нагревательные элементы,
- термопары,
- изолирующие вставки.
При работе температура внутри ГКС достигает 250–320 °C. Любое отклонение даже на 5–10 °C может привести к неравномерной вязкости расплава, нарушению баланса и дефектам изделия. Добавьте к этому циклы нагрева–охлаждения, механические нагрузки при смыкании формы, — и вы получите идеальную среду для постепенного износа.
Неисправность №1: неравномерный нагрев и перегрев зон

Симптомы
- Появление прожогов или пятен на изделиях.
- Разная толщина стенок при одинаковом давлении.
- Падение стабильности цикла литья.
Диагностика
Термопрофиль показывает разброс температур по зонам — один участок прогревается на 30 °C выше нормы, другой едва достигает рабочей отметки. Визуальный осмотр нередко выявляет обугленные следы на коллекторе.
Решение
При полном цикле ремонта горячеканальной пресс-формы инженеры проводят:
- Проверку всех зон нагрева на сопротивление.
- Замер токов и изоляции нагревателей.
- Замены неисправных элементов и термопар.
- Балансировку температурного поля после сборки.
Дополнительно выполняют калибровку контроллера, чтобы исключить ложные показания. После таких работ система снова поддерживает идеальный тепловой баланс, а значит — стабильный процесс литья.
Неисправность №2: утечка пластика и разгерметизация каналов

Признаки
- Наличие следов расплава между плитами.
- Запах горелого пластика.
- Увеличение цикла впрыска или невозможность достичь давления.
Что происходит
Причина кроется в микротрещинах уплотнительных конусов, износе посадочных мест форсунок или ослаблении креплений. Расплав под давлением проникает наружу и обугливает изоляционные вставки. Это ведёт к разрушению корпуса и дополнительным тепловым потерям.
Решение
Полный ремонт включает:
- Полную разборку коллектора.
- Проверку геометрии соединений под микроскопом.
- Восстановление уплотнительных поверхностей методом шлифовки или напыления.
- Тест на герметичность при рабочем давлении.
После такой ревизии форма возвращается в строй без риска повторных протечек.
Неисправность №3: износ и деформация форсунок

Почему это происходит
Высокие циклические нагрузки и контакт с агрессивными полимерами (например, наполненными стекловолокном) постепенно разрушают поверхность форсунки. При перегреве металл теряет форму, а при механическом ударе — микротрещины превращаются в сколы.
Влияние на качество изделия
- Неполное заполнение формы.
- Неровная линия разъёма.
- Потёки на поверхности изделия.
Как решает полный цикл ремонта
- Точная диагностика геометрии на координатно-измерительной машине.
- Восстановление форсунок — наплавка и последующая шлифовка.
- Контроль герметичности соединений.
- При необходимости — замена на аналог по каталогу производителя.
Такой подход продлевает срок службы пресс-формы на годы, особенно при регулярном профилактическом обслуживании.
Неисправность №4: выход из строя термодатчиков и нагревателей
Симптомы
- Температура скачет без логики.
- На панели контроллера появляются ошибки.
- Деталь имеет дефекты, хотя программа литья не менялась.
Почему ломаются
Термопары и нагреватели работают в условиях постоянной вибрации, нагрева и охлаждения. Со временем изоляция термопары деградирует, а контактное соединение теряет проводимость.
Что делает комплексный ремонт
- Проверяет все цепи мультиметром.
- Меняет повреждённые датчики и нагреватели на сертифицированные аналоги.
- Проводит термокалибровку.
- Проверяет контрольную программу на панели.
После этого форма снова «чувствует» температуру правильно, а литьё становится предсказуемым.
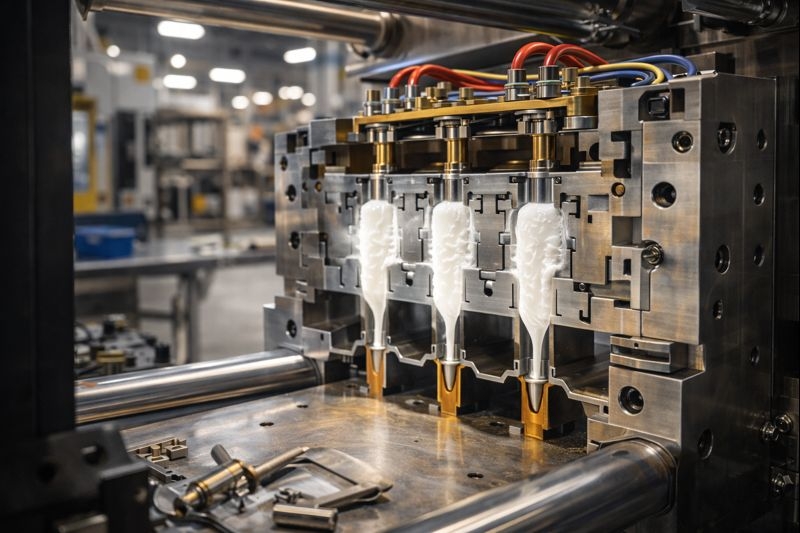
Неисправность №5: температурная разбалансировка и неравномерное заполнение формы

Иногда горячеканальная система работает, но изделие всё равно выходит неравномерным: в одном углу — недолив, в другом — вспучивание.
Причина — разбалансировка потока: из-за микроскопических отличий в диаметре каналов, длине трасс или перепадах температуры расплав доходит до разных полостей с разной скоростью.
Как решает полный цикл ремонта
- 3D-сканирование каналов для оценки равномерности.
- Моделирование течения расплава (Moldflow-анализ).
- Оптимизация сечений и температурных профилей.
- Финальное испытание формы на стенде с проверкой качества изделий.
В результате каждая полость заполняется синхронно, а пресс-форма работает как часы.
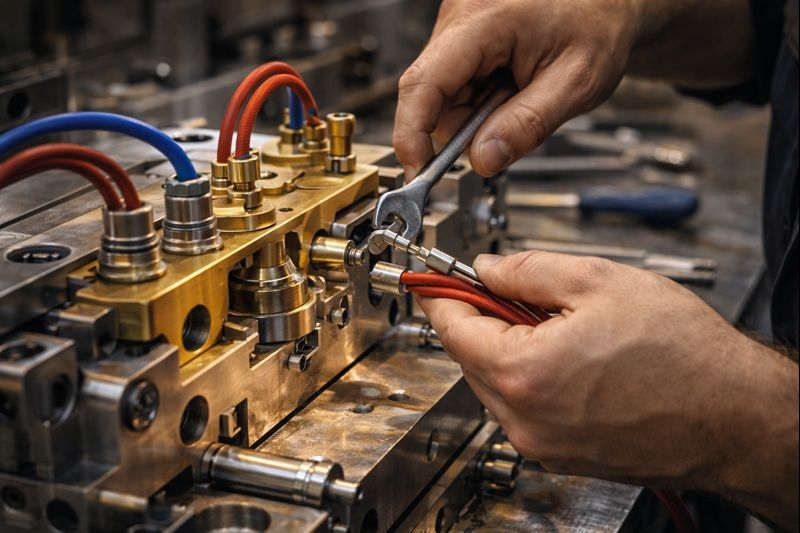
Полный цикл ремонта: от диагностики до испытаний

Комплексный ремонт горячеканальных пресс-форм — это не “починка” отдельных деталей, а инженерный процесс, который включает:
- Диагностику: измерения, термографию, анализ дефектов.
- Разборку: полное разделение узлов, очистку каналов и форсунок.
- Ремонт и восстановление: сварка, шлифовка, замена нагревателей, герметизация.
- Сборку и юстировку: проверка зазоров, крутящего момента крепежей.
- Испытания: контрольные циклы литья и сравнение с эталонными изделиями.
Такой подход позволяет выявить не только видимые, но и скрытые проблемы, например — перекос коллектора или изменение теплопроводности после термоциклов.
Почему профилактика важнее аврала

Любая горячеканальная пресс-форма — это точный инструмент, требующий внимания и заботы. И если вовремя проводить диагностику, чистку и юстировку, то ремонт можно отложить на годы. Но если дефект уже проявился — не стоит ограничиваться “латанием дыр”.
Полный цикл ремонта возвращает системе исходную геометрию, температуру и баланс потоков — а значит, и стабильное качество изделий.
Чем раньше обнаружена проблема, тем меньше потери. И если вы цените точность, скорость и безотказность литьевого производства, выбирайте системный подход: он экономит не только деньги, но и репутацию.