
Импортозамещение горячеканальных пресс-форм: как полный цикл изготовления помогает в 2026 году

2026 год стал точкой, когда импортозамещение перестало быть лозунгом и превратилось в инструмент промышленной устойчивости. Особенно это заметно в сфере изготовления горячеканальных пресс-форм — сложных инженерных систем, обеспечивающих точное и стабильное литьё пластмасс.
Ещё несколько лет назад большинство предприятий зависело от импортных компонентов: горячеканальных систем, термоблоков, запорных клапанов, управляющей электроники. Сегодня российские производители демонстрируют не только способность заменить эти узлы, но и предложить полный цикл производства — от проектирования до литья готовых изделий.
Почему это важно? Потому что полный цикл — это не просто экономия, а контроль, независимость и конкурентоспособность. Разберёмся, как именно это работает.
Что такое импортозамещение в производстве пресс-форм
Импортозамещение — это не просто замена иностранного поставщика. Это создание самодостаточной технологической среды, способной производить изделия без внешних зависимостей.
В контексте горячеканальных пресс-форм это особенно актуально. Ещё недавно большинство горячеканальных систем поставлялись из Европы и Азии, а сервисные работы и запчасти зависели от зарубежных партнёров. В условиях санкционного давления и разрыва цепочек поставок предприятия столкнулись с простой истиной: импортозамещение — вопрос выживания.
Российские компании начали создавать собственные решения: проектировать каналы, управляющие блоки, нагревательные элементы и термопары. Этот переход оказался не временной мерой, а стратегическим направлением, давшим толчок развитию собственной инженерной школы.
Полный цикл изготовления горячеканальных пресс-форм
Когда производитель берёт на себя весь путь — от идеи до первой партии изделий, — он получает контроль над каждым миллиметром, каждой температурной зоной и сроком запуска. Именно это и называется полным циклом. В 2026 году такой подход стал стандартом для предприятий, ориентированных на импортозамещение.
Этап 1. Проектирование — рождение формы
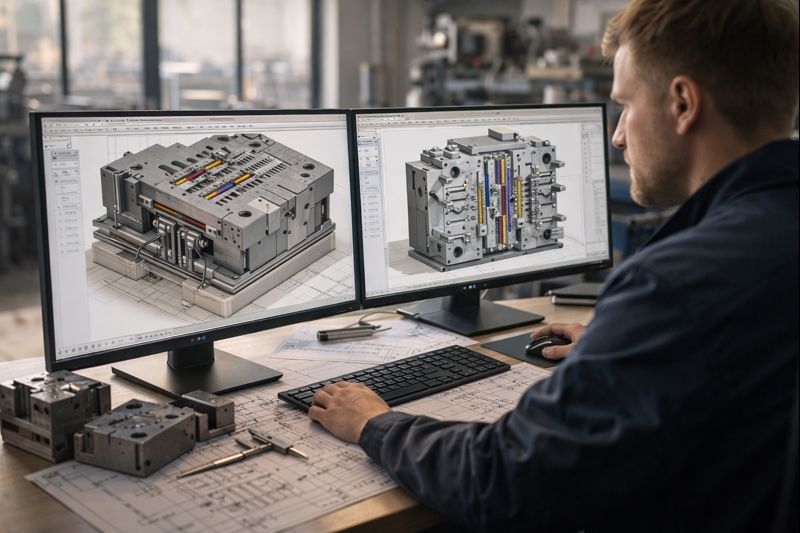
Проект начинается с 3D-модели будущего изделия. Инженеры анализируют геометрию, толщину стенок, направление потока и точки впрыска. Используется CAD/CAM-ПО (Siemens NX, SolidWorks, Autodesk Moldflow), позволяющее моделировать поведение расплава внутри полости.
На этом этапе определяется:
- тип горячеканальной системы (одноточечная, многоточечная, с запорными клапанами);
- схема охлаждения и нагрева;
- материал будущей формы (сталь P20, 1.2316, Х13, нержавеющие инструментальные марки).
Именно здесь закладывается долговечность. Ошибка в расчёте может обойтись тысячами лишних циклов. Поэтому проектировщики проводят термодинамическое моделирование и создают цифровой двойник формы.
Этап 2. Разработка конструкторской документации
После виртуального моделирования создаётся полная документация — чертежи, спецификации, карты обработки. Применяются стандарты ГОСТ 2.102–2013 и ISO 20457:2018, чтобы обеспечить совместимость и унификацию деталей.
Конструкторы задают все параметры вплоть до момента открывания формы, усилия выталкивания и допуска сопрягаемых поверхностей.
Этап 3. Металлообработка — точность в микрон

На этом этапе идея превращается в металл. Заготовки проходят механическую обработку на пятиосевых обрабатывающих центрах DMG Mori, Haas, Mazak.
Основные операции:
- фрезерование и расточка с точностью до 0,005 мм;
- электроэрозионная обработка (EDM) для создания каналов сложной геометрии;
- шлифовка и притирка направляющих и плоскостей;
- лазерная гравировка и маркировка компонентов.
Контроль качества осуществляется с помощью координатно-измерительных машин (КИМ) и оптических профилометров. Каждый элемент формы получает свой паспорт.
Этап 4. Сборка и подгонка
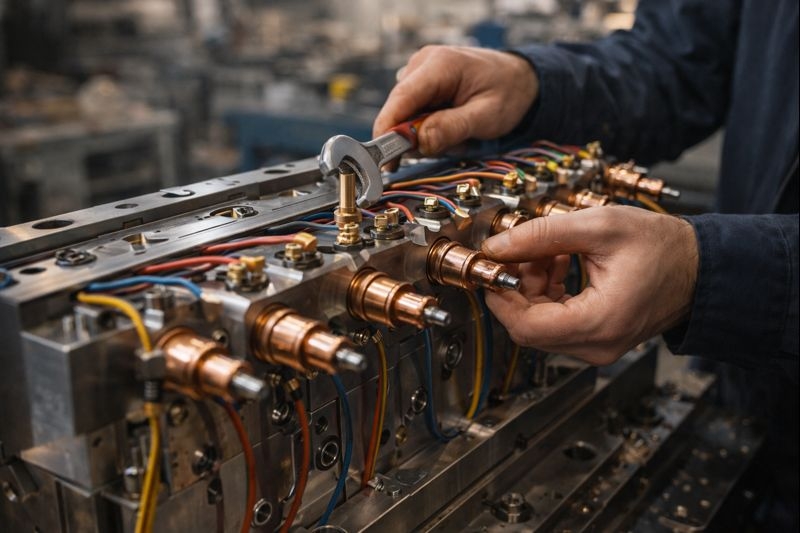
После механической обработки начинается тонкая ювелирная работа — сборка. Здесь инженеры устанавливают:
- горячеканальную систему (коллектор, сопла, нагреватели, термопары);
- элементы выталкивания и направляющие втулки;
- охлаждающие контуры и штуцеры подачи теплоносителя.
Сборка требует высокой чистоты — части формы не должны иметь даже микрочастиц масла или стружки. После установки проводится ручная притирка зеркальных поверхностей и полировка класса Ra 0.04.
Этап 5. Испытания и отладка

Готовая пресс-форма проходит серию тестов. Проверяется:
- герметичность каналов;
- равномерность нагрева по зонам;
- время заполнения полости;
- степень усадки изделия после охлаждения.
Испытания проводятся на литьевых машинах KraussMaffei, Battenfeld, Термопласт-250. На этом этапе инженеры корректируют давление, температуру и скорость впрыска до достижения идеального результата.
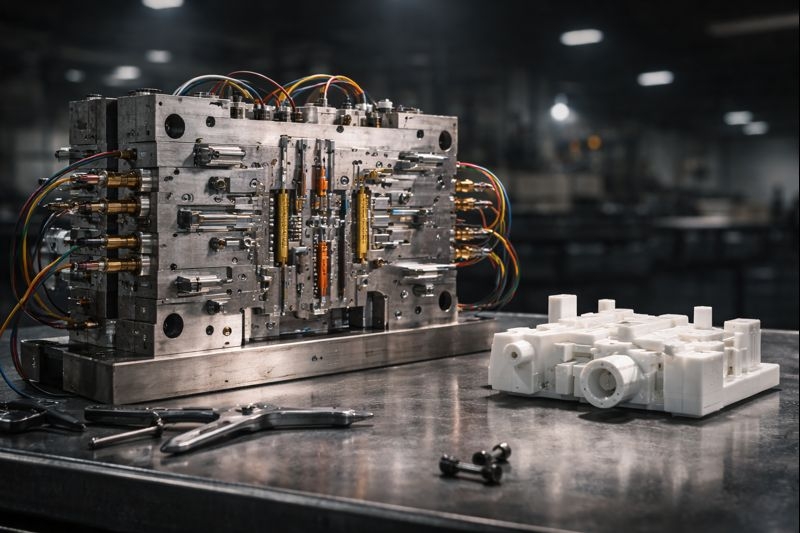
Этап 6. Литьё и запуск серии

После успешной проверки пресс-форма передаётся в эксплуатацию. Здесь начинается «боевая проверка» — литьё первых партий изделий.
Если всё сделано правильно, форма работает стабильно сотни тысяч циклов без корректировок.
Для крупных заказчиков (автопром, медицина, электроника) также создаются пресс-формы с датчиками давления и температуры, позволяющие вести цифровой контроль износа и оптимизировать процесс по принципу «умного производства».
Контроль качества и документация
Каждая форма сопровождается техническим паспортом, включающим:
- схему каналов охлаждения и нагрева;
- карту допусков и материалов;
- протокол испытаний и литья.
Это создаёт прозрачность для заказчика и возможность быстрой адаптации под новые партии.
В итоге полный цикл превращает производственный процесс в единый организм: от чертежа до готового изделия — без логистических задержек, с контролем качества и минимальными рисками.
Технологии горячеканальных систем в России
Современные российские горячеканальные системы уже сопоставимы по точности и ресурсу с зарубежными аналогами.
Конструкция
Горячеканальная система — это сеть подогреваемых каналов, по которым пластик под давлением подаётся в полость формы. Главная задача — обеспечить равномерную температуру и стабильный поток материала.
Для этого используются:
- термостойкие сплавы и жаропрочные стали;
- многозонные нагреватели;
- датчики термоконтроля, встроенные в коллектор;
- программируемые блоки управления температурой.
Контроль качества
На каждом этапе проводится термоиспытание и контроль геометрии каналов.
Применяются координатно-измерительные машины (КИМ), термокамеры, а также программное моделирование температурных полей.
Сравнение с импортными аналогами
Если раньше российские решения уступали по ресурсу и автоматизации, то сегодня ситуация изменилась:
- точность — до 5–10 микрон;
- срок службы — более 1 млн циклов;
- уровень энергоэффективности — до 15% экономии.
Преимущества полного цикла для импортозамещения

Полный цикл — это не просто технологическое удобство. Это стратегическая защита бизнеса.
- Независимость от внешней логистики
Закупка комплектующих внутри страны устраняет валютные риски, санкционные барьеры и транспортные задержки. - Прозрачность сроков и себестоимости
Когда все процессы — от чертежа до литья — находятся под одним управлением, можно точно прогнозировать цену и сроки выполнения заказа. - Оперативная адаптация под клиента
Любое изменение конструкции внедряется быстро, без ожидания поставок деталей. Это особенно важно при разработке уникальных изделий или мелкосерийного производства. - Контроль качества
Все узлы проходят тестирование на одном производстве. Это исключает несовместимость компонентов и снижает риск дефектов. - Поддержка программ импортозамещения
Компании, внедряющие полный цикл, получают преференции в госзаказах и субсидиях на технологическое развитие.
Опыт российских предприятий

В 2026 году компания стала наглядным примером того, как локализация полного цикла производства горячеканальных пресс-форм помогает решать задачи импортозамещения без потери качества и сроков.
Наше производство выстроено как замкнутая инженерная экосистема, где все процессы — от конструкторской идеи до выхода готового изделия — проходят внутри одного предприятия. Это позволяет держать под контролем каждую деталь, каждую температуру, каждый технологический допуск.
Мы реализуем полный цикл:
- Проектирование пресс-форм с нуля — с 3D-моделированием, расчётом термодинамики и подбором оптимальной конструкции горячеканальной системы.
- Изготовление горячеканальных систем — коллекторы, сопла, нагреватели и термоблоки собственного производства на высокоточном оборудовании.
- Металлообработка и сборка — фрезерование, шлифовка, электроэрозионная обработка на станках DMG Mori, HAAS, Sodick, контроль на КИМ Mitutoyo.
- Серийное литьё пластика — выполнение заказов на термопластавтоматах Battenfeld и Shini с возможностью мелкосерийных и массовых партий.
- Сервис и модернизация — восстановление и оптимизация пресс-форм, адаптация под новые материалы и производственные задачи.
Благодаря такому подходу «ПластПос» не зависит от зарубежных поставщиков и логистики. Все материалы и комплектующие — от нагревателей до электроники — сертифицированы и соответствуют российским и международным стандартам (ГОСТ, ISO).
Мы видим преимущества каждый день:
- Срок запуска новой формы — от идеи до первой партии — в 2–3 раза короче, чем при использовании импортных компонентов.
- Снижение себестоимости — до 30 % за счёт внутреннего контроля всех этапов.
- Гибкость и адаптация — изменения в конструкцию можно внести в тот же день, без ожидания поставок из-за рубежа.
Команда инженеров, технологов и операторов работает синхронно. Это не просто производственный процесс — это единый живой механизм, где каждый шаг влияет на результат.
Так формируется новая культура отечественного машиностроения: точная, надёжная и полностью независимая от внешних факторов.
Компания «ПластПос» доказывает, что импортозамещение в производстве горячеканальных пресс-форм — это не компромисс, а путь к технологическому лидерству.
Перспективы 2026–2027 годов

В ближайшие годы тренд на импортозамещение только усилится.
Три направления, которые формируют будущее отрасли:
- Цифровизация и IoT-контроль
Производственные линии оснащаются сенсорными системами, отслеживающими температуру, давление и износ в реальном времени.
Это снижает вероятность брака и повышает точность цикла литья. - Интеграция CAD/CAM и PLM-платформ
Проектирование и производство объединяются в едином цифровом пространстве, где каждое изменение конструкции автоматически обновляет маршрутную карту и технологическую карту изготовления. - Автоматизация процессов
Роботы для сборки, системы автоматической полировки и лазерного контроля геометрии становятся стандартом.
Результат — российские горячеканальные пресс-формы уже не альтернатива, а эталон эффективности в условиях локализованного производства.
Импортозамещение в сфере горячеканальных пресс-форм — не временная мера, а технологическая трансформация промышленности. Полный цикл производства превращает зависимость от внешних поставщиков в контроль над качеством, сроками и себестоимостью.
2026 год показывает: инженерная самостоятельность — это не только стратегия, но и конкурентное преимущество. Когда каждая деталь, каждый этап и каждый специалист находятся в одной цепи, результат становится не просто изделием, а гарантом устойчивости всей отрасли.
Если Россия продолжит курс на развитие полного цикла и поддержку отечественных технологических центров, уже в ближайшие годы мы увидим рынок, где импортозамещение станет не исключением, а нормой.